1. 拋丸器電機(jī)采用ABB,優(yōu)良可控的制造工藝,密封好、動平衡佳,性能穩(wěn)定可靠。
2. 拋丸器殼體采用10mm優(yōu)質(zhì)碳鋼板經(jīng)過激光切割、精密折彎焊接而成,殼體采用專門的治具定位焊接,確保拋丸器殼體兩端面的平行度和孔的同心度。
3. 頂護(hù)板采用模具鋼CNC精密加工,加工精度達(dá)到±0.01;機(jī)加工后采用低壓真空熱處理。
4. 端護(hù)板采用高耐磨錳13鋼板,經(jīng)過激光切割而成。
5. 側(cè)護(hù)板采用模具鋼CNC精密加工,加工精度達(dá)到±0.01;機(jī)加工后采用低壓真空熱處理。
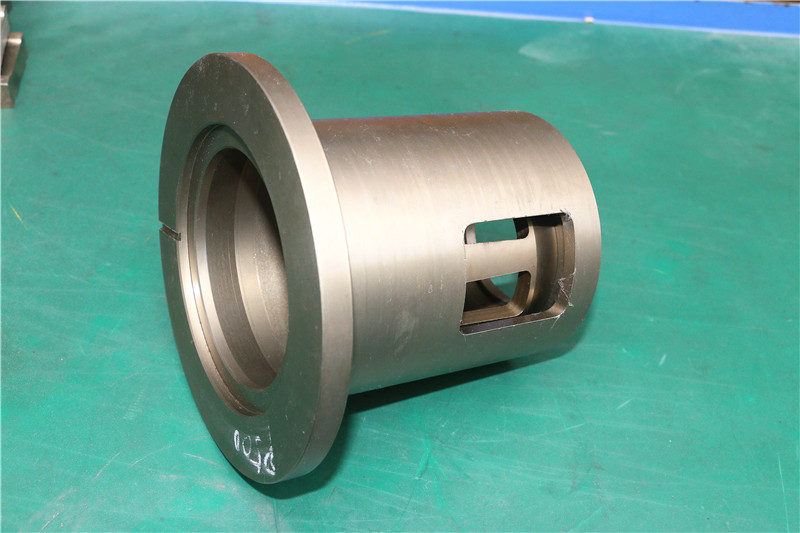
6. 定向套采用模具鋼CNC精密加工,加工精度達(dá)到±0.01,均勻磨損,動平衡好;機(jī)加工后采用低壓真空熱處理。
7. 分丸輪采用模具鋼CNC精密加工,加工精度達(dá)到±0.01,均勻磨損,動平衡好;機(jī)加工后采用低壓真空熱處理。
8. 葉片采用模具鋼CNC精密加工,加工精度達(dá)到±0.01,每塊葉片重量差±2g,均勻磨損,動平衡好;機(jī)加工后采用低壓真空熱處理。
9. 葉輪采用模具鋼CNC精密加工,加工精度達(dá)到±0.01;機(jī)加工后采用低壓真空熱處理,表面硬度能達(dá)到HRC58-62。
10. 以上易損件使用壽命:是鑄造產(chǎn)品三倍以上壽命(使用丸料:S460以下(1.5mm鑄鋼丸),硬度:HRC40-50)。


















 粵公網(wǎng)安備 44130202000724號
粵公網(wǎng)安備 44130202000724號
